材質について
ジュテックで取り扱う容器の、
主な材質についてご紹介します。
| PETポリエチレンテレフタレート | PPポリプロピレン | SAN(AS)アクリロニトリルスチレン | |
|---|---|---|---|
| 透明性・ガスバリアー性に優れています。また、表面の光沢生に優れており、高品質な質感を出せるのも特長です。 | 耐熱性に優れています。ストレス、クラッキングにも比較的強い素材です。また、最も比重(0.9〜0.91)が小さく、機械的強度に優れ、キャップやクリームジャーによく用いられます。 | 引張強さ、衝撃強さ、耐候性に優れ、剛性が大きく、表面硬度も高いので、傷つきにくいという性質をもつ素材です。 | |
| 耐酸性 | △ | ⚪︎ | ⚪︎ |
| 耐アルカリ性 | △ | ⚪︎ | ⚪︎ |
| 耐アルコール性 | △ | ⚪︎ | × |
| 耐油性 | ⚪︎ | ⚪︎ | ⚪︎ |
| 水蒸気透過性 | △ | ⚪︎ | × |
| 酸素透過性 | ⚪︎ | △ | △ |
| 炭酸ガス透過性 | ⚪︎ | × | △ |
| 香気透過性 | ⚪︎ | × | △ |
| 透明性 | ⚪︎ | △ | ⚪︎ |
| 光沢 | ⚪︎ | △ | ⚪︎ |
| 耐熱温度 | 60℃〜65℃ | 100℃〜120℃ | 70℃〜90℃ |
| ABSアクリロニトリルブタジエンスチレン | HDPE硬質ポリエチレン | LDPE軟質ポリエチレン | |
|---|---|---|---|
| 耐衝撃性に優れ、弾力性があり、割れにくいという性質をもつ素材です。また、加飾性が優れているのも特長です。 | 高密度ポリエチレンは、剛性、耐衝撃性、耐薬品性に優れています。吸水性がほとんどないので、成形前の乾燥が必要ありません。 | 低密度ポリエチレン、高密度ポリエチレンと比較して柔らかく、成形性に優れています。また耐薬品性に優れているのが特長です。吸水性はほとんどないので、成形前の乾燥が必要ありません。 | |
| 耐酸性 | ⚪︎ | ⚪︎ | ⚪︎ |
| 耐アルカリ性 | ⚪︎ | ⚪︎ | ⚪︎ |
| 耐アルコール性 | × | △ | △ |
| 耐油性 | ⚪︎ | △ | × |
| 水蒸気透過性 | × | ⚪︎ | △ |
| 酸素透過性 | △ | △ | × |
| 炭酸ガス透過性 | × | × | × |
| 香気透過性 | △ | × | × |
| 透明性 | ⚪︎ | × | △ |
| 光沢 | ⚪︎ | × | △ |
| 耐熱温度 | 70℃〜100℃ | 85℃〜105℃ | 70℃〜100℃ |
成形方法について
ジュテックで取り扱う容器の、
主な成形方法についてご紹介します。
-
ダイレクトブロー成形
成形材料を加熱熔解させてチューブ状に押し出し、金型で挟み、
内部に空気を吹き込んで中空品を成形する方法。
ブロー成形機、ブロー成形用ダイス、ブロー成形用金型で構成されています。
使用材料は、PET、PP、PEなど主にボトルの成形に用いられます。ダイレクトブロー成形例
JMB SERIESMORE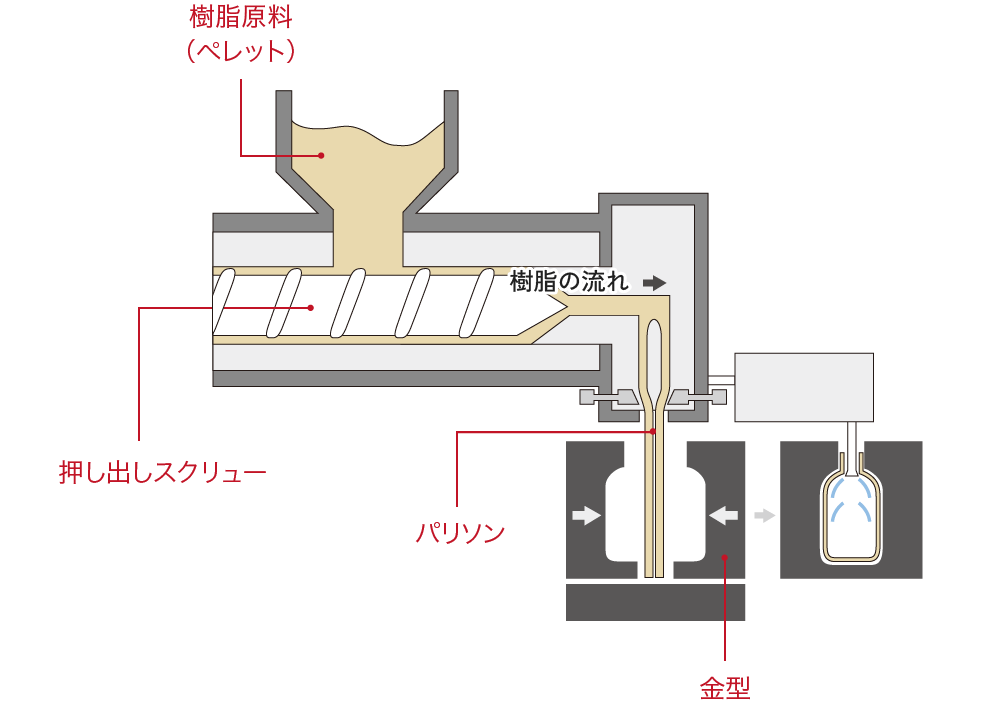
-
インジェクション成形
成形材料を加熱熔解させて金型内に射出充填した後、固化
又は硬化して成形品とする成形方法。
複雑な形状の製品を大量生産するのに適し、押出成形とともに
成形加工の一大分野を成しています。
使用材料は、PE、PP、PS、ABS、SANなど主にキャップや中栓、
クリームジャーの成形に用いられます。インジェクション成形例
NAIL CREAMMORE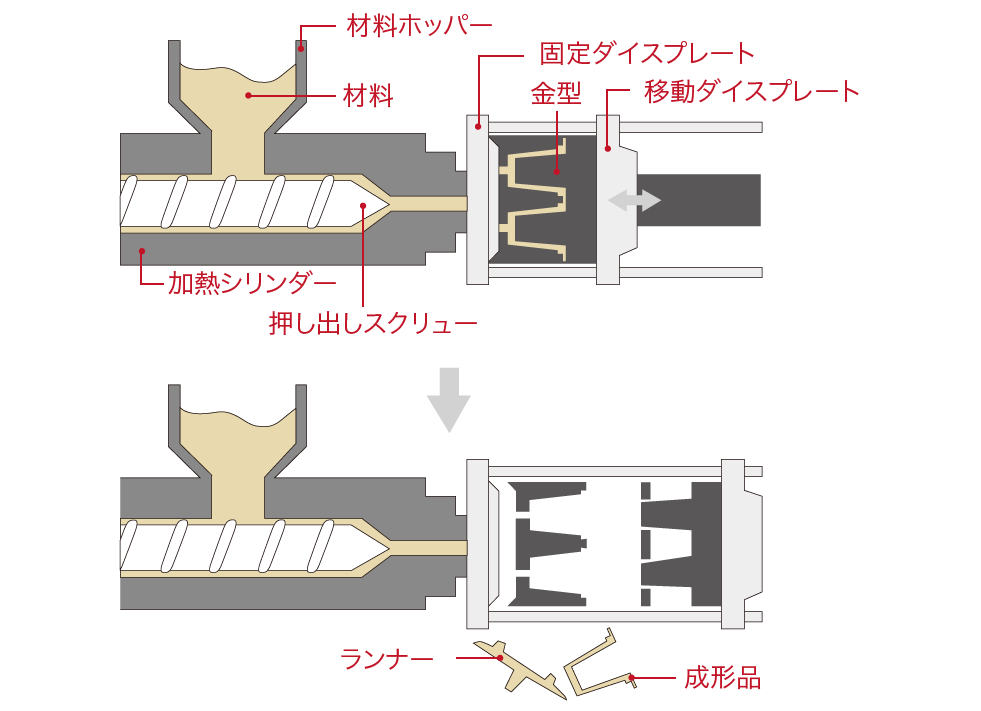
-
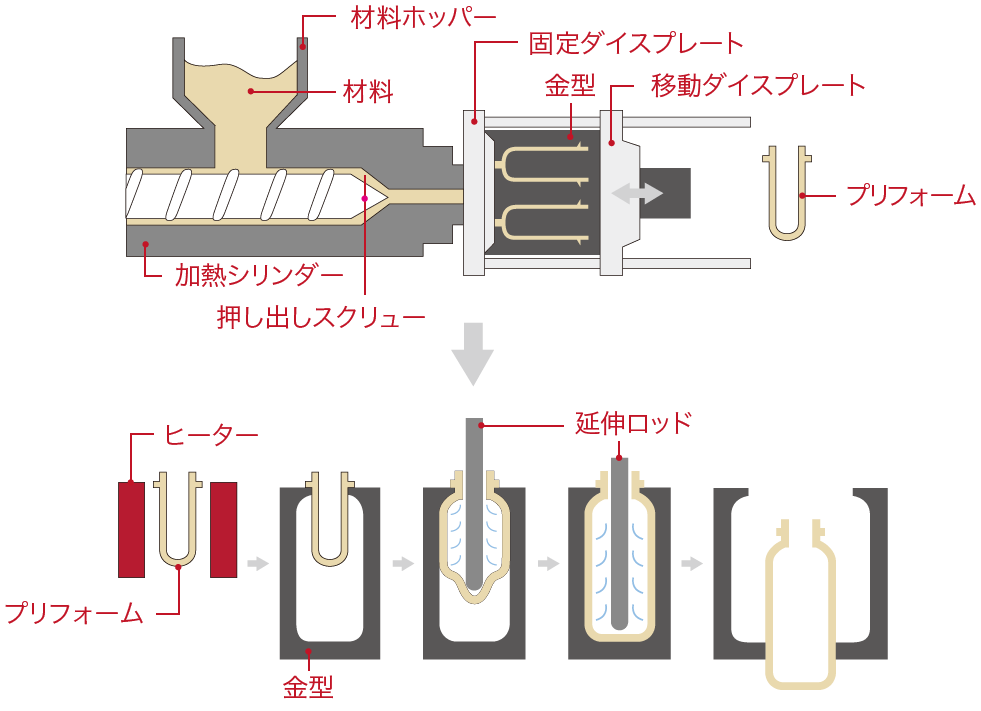
インジェクションブロー成形
(二軸延伸ブロー成形)インジェクション成形によって得られたプリフォームを、
ブロー用金型で挟み、空気を吹き込んで中空品を成形する方法。
延伸ロッドと呼ばれる棒で垂直方向に引き伸ばしながら
空気を吹き込みます。
使用材料は、PET、PPなど主にボトルの成形に用いられます。インジェクションブロー成形例
JIB-RMORE